LAS FIJACIONES
Las fijaciones usadas en el sistema Steel framing/Metalcon, se pueden considerar de dos tipos; fijación por hendiduras o clinching y tornillos autoperforantes.
FIJACIÓN POR CLINCHING
El Clinching, también conocido como unión a presión, o deformación plástica en frio, es una técnica de sujeción mecánica de alta velocidad para la unión puntual de componentes de chapa metálica. Es adecuado para láminas de metal dúctil de aproximadamente 0,5 a 3 mm de espesor, hasta un espesor total de junta de aproximadamente 6 mm. El remachado no requiere consumibles ni agujeros pretaladrados y se realiza en un solo paso, lo que lo convierte en una técnica económica y sencilla.
En la ilustración se muestra un ciclo de proceso típico de esta técnica patentada. Las hojas se sujetan inicialmente entre el portapiezas y el conjunto de matriz (etapa 1). Luego, el punzón se fuerza sobre las hojas y las empuja localmente hacia el interior del troquel (etapa 2). A medida que las hojas deformadas tocan la parte inferior de la matriz, el movimiento hacia abajo adicional del punzón obliga al material a fluir radialmente y formar un botón (etapa 3). Este flujo de material, que es posible gracias a los segmentos de resorte del ensamblaje de la matriz, proporciona el enclavamiento mecánico que mantiene las láminas firmemente juntas. Finalmente, se retrae el punzón (etapa 4).
En algunos casos, se utilizan troqueles sólidos, en lugar del tipo de resorte que se muestra en la ilustración. Además, se pueden utilizar punzones rectangulares que perforan parcialmente las hojas.
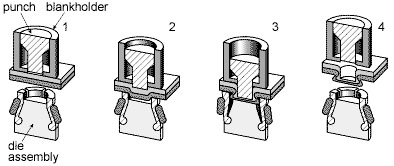
Operación de un proceso de remachado típico
Las juntas remachadas son de buena calidad y resistencia, se utilizan principalmente para juntas no visibles y entrega una unión sin generación de calor.
TORNILLOS AUTOPERFORANTES
Los tornillos autoperforantes corresponden a la fijación más utilizada en la actualidad para estructuras del tipo Steel framing/metalcom, tienen la capacidad en una sola maniobra de perforar y fijar en forma segura todo tipo de elementos y perfiles a la estructura que la compone.
Para clasificar los tornillos se debe considerar una serie de especificaciones técnicas respecto a los elementos que unirán a la estructura, las que veremos a continuación.
TIPOS DE TORNILLOS
Los tornillos autoperforantes se fabrican con diversos tipos de cabeza, las más usuales para el sistema constructivo con perfiles de acero liviano son:
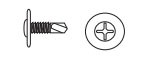
DE TROMPETA: Su principal característica es su cabeza que le permite fijar las placas de yeso carton, madera y otros revestimientos a la estructura de perfiles de acero galvanizado liviano. Dada sus características le permite esconder su cabeza a raz del sustrato así obtener superficies planas, suaves y de fácil terminación a la vista y tacto.

DE CABEZA PLANA: Más conocido como lenteja, este tornillo se usa para fijar metal con metal, su principal ventaja radica en que las características de su cabeza no interfieren con el revestimiento a instalar.
HEXAGONAL: se usan para unir metal con metal con perfiles de mayor espesor. Provee muy buena estabilidad durante la operación de colocación, para su instalación se debe utilizar vaso magnético.
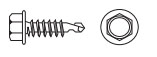
TIPOS DE PUNTA
Los tipos de punta para perfiles de acero galvanizado liviano más usados son punta broca y punta aguda. Es importante tener claro que tipo de punta se debe usar, por lo general hasta 0,85mm de espesor de chapa se puede usar punta fina y para espesores mayores a 0,85mm se usan tornillos tipo punta broca.
REVESTIMIENTO DE LOS TORNILLOS.
El revestimiento de los tornillos, se elige de acuerdo a la aplicación. Para aplicaciones interiores, se elige un tornillo negro acerado y para aplicaciones exteriores, con revestimiento de zinc, cadmio o copo limeros.
Los tornillos suelen estar protegidos contra la corrosión mediante un recubrimiento. Además de la protección contra la corrosión, estos acabados superficiales proporcionan lubricación durante la perforación y el roscado lo que puede ayudar a reducir el golpeteo del torque necesario para instalarlos.
Los principales tipos de revestimientos en los tornillos son:
TORNILLOS CON RECUBRIMIENTO DE FOSFATO: Este acabado de apariencia negra o gris se usa más comúnmente en tornillos para placas de yeso cartón. El fosfato es un revestimiento poroso, que generalmente se aplica en combinación con aceite. Este tornillo es el de más bajo costo de todos y, como tal, ofrece solo una barrera mínima contra la corrosión. Es adecuado para aplicaciones en interiores solamente, donde hay una mínima posibilidad de exposición a la humedad.
GALVANIZADO MECÁNICO: El zinc en polvo se aplica a la superficie del tornillo en un proceso que mezcla agua, un catalizador químico y perlas de vidrio que golpean el zinc sobre la superficie de la pieza. El espesor del zinc puede variar de 0,2 a 3 mils (1 mil = 0,001 pulgada = 25,4 m donde m es micrones) con un espesor creciente de zinc mejorando la resistencia a la corrosión. El revestimiento de zinc permanece relativamente poroso, lo que da como resultado un revestimiento con buena protección galvánica, pero un menor grado de protección. Un sellador de cromato se puede aplicar sobre el zinc para una mayor protección de barrera. Este método de aplicación no puede aplicar zinc uniformemente al diámetro y, por lo tanto, puede proporcionar la máxima protección solo en las partes lisas.
ELECTRO ZINCADO:. Este recubrimiento es el más común, ofrece una buena protección galvánica y de barrera. Los tornillos de acero se limpian primero con ácido para asegurar una adhesión satisfactoria del zinc. Luego, se introducen en una solución de zinc y una corriente eléctrica pasa a través de los tornillos, estos a su vez, actúan como un cátodo, atraen el zinc de la solución que se acumula en la superficie de los tornillos. El tiempo que se dejan los tornillos en la solución determina el espesor del revestimiento que puede oscilar entre 3µm a 25µm. El espesor de zinc más común en los sujetadores se llama grado comercial, que es de 3,5 µm a 5 µm. El cromato transparente o amarillo es aplicado como sellador sobre el zinc.
REVESTIMIENTOS ESPECIALES: Estos recubrimientos son formulaciones que consisten en mezclas patentadas de fosfato, zinc, cromato, y / o aluminio en combinación con un material aglutinante. Los revestimientos pueden ser orgánicos o inorgánicos y se venden bajo nombres comerciales como Aericote, Climaseal y Lifecoat. Los tornillos reciben estos recubrimientos en una operación de centrifugado por inmersión y luego pasan por un horno para para curar el recubrimiento. Estos revestimientos ofrecen una mayor resistencia a la corrosión inicial debido a una mayor protección de barrera combinada con protección catódica contra el ingrediente de zinc que trabaja para contener la corrosión y evitar su propagación a través del material base de acero.
NOMENCLATURA
Para elegir o especificar un tornillo se debe conocer su nomenclatura. Ésta considera, diámetro del tornillo, longitud del tornillo, el tipo de cabeza y su dimensión y tipo de punta.
INSTALACIÓN DE LOS TORNILLOS
Las fijaciones usadas en el sistema de perfiles de acero galvanizado liviano deben ser colocadas sólo usando un atornillador eléctrico. No se debe usar otro tipo de herramientas para la instalación de tornillos, ya que sólo este tipo de herramienta está equipado con un embrague automático, con un profundimetro que regula y ajusta la penetración del tornillo y marcha reversible.
Para tornillos punta fina, se recomienda usar atornilladores eléctricos rápidos de más de 4000 rpm de velocidad.
Para tornillos de punta broca, se recomienda usar atornilladores de velocidad variable entre 0 y 2500 rpm par evitar quemar la punta.
Distancia mínima entre tornillos: Se recomienda mantener una distancia mínima de espaciamiento entre ejes de tornillos de 3 veces el diámetro de estos.
Se recomienda mantener una distancia de espaciamiento entre los tornillos y el borde de acero de 3 veces el diámetro de estos.
En el caso de tableros de yeso o de madera se recomienda no colocar los tornillos a menos de 10 mm del borde de estos.





